Email : sjzfeitai@163.com
螺旋管探伤设备
螺旋管自动探伤系统
螺旋管探伤厂家
18931180976
网站首页
螺旋管探伤设备
螺旋管探伤设备
螺旋管探伤系统
探伤设备案例
走进飞泰
探伤设备资料
合作单位
荣誉资质
联系我们
探伤设备资料
05-21
螺旋钢管焊缝跟踪探伤技术-山科飞泰
焊缝跟踪探伤技术是融合了传感器技术、自动化控制技术、信号处理技术等多学科的综合性技术,其核心目标是在螺旋钢管探伤过程中,实现对焊缝位置的实时跟踪以及对焊缝内部缺陷的高精度检测。常见的传感器类型包括激光传感器、视觉传感器和超声波传感器,它们各自凭借独特的工作机制,实现对焊缝信息的高效采集。
02-05
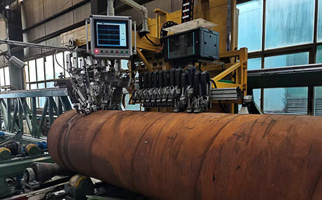
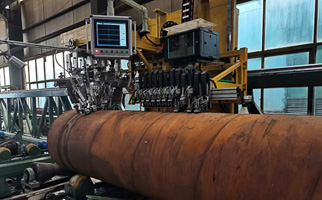
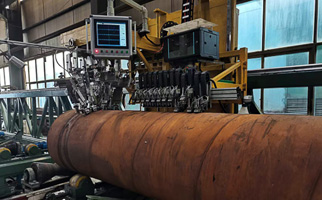
山科飞泰螺旋管超声波探伤设备可跟踪钢管焊缝进行自动检测
山科飞泰螺旋管超声波探伤设备基于超声波反射原理工作。设备通过超声波发射探头向螺旋管焊缝发射高频超声波信号。这些超声波在螺旋管中以特定的速度传播,当遇到焊缝中的缺陷时,由于缺陷处的材料性质与周围正常材料不同,会导致声阻抗的变化。这种声阻抗的差异就像一道 “屏障”,使得超声波在缺陷处发生反射、折射和散射等现象 。
12-10
螺旋管的焊缝要如何检测,需要哪种超声波探伤设备-山科飞泰
螺旋管作为工业领域中常用的管道材料,其焊缝质量直接关系到管道的安全性和使用寿命。因此,对螺旋管的焊缝进行严格检测是至关重要的,使用超声波自动探伤设备进行焊缝检测是一种高效、准确的方法。
08-13
为什么选择钢板相控阵超声波自动探伤设备
1. 效率高:传统的手工探伤耗时费力,且容易出现人为误差。相比之下,自动探伤设备可以在短时间内完成大面积检测,极大地提高了工作效率。 2. 精度高:利用先进的相控阵技术,该设备可以实现多角度、多层次的探测,捕捉微小缺陷,确保不漏过任何安全隐患。 3. 安全性强:人工探伤存在一定的风险性,尤其是对于高压、高温环境下的检测。自动探伤设
07-31
钢焊缝手工超声波探伤方法与探伤结果分析
在现代工业生产中,钢铁结构的焊接质量直接关系到设备的安全运行和使用寿命。而手工超声波探伤作为一种高效、精准的检测手段,在焊缝缺陷检测中扮演着至关重要的角色。 首先,让我们了解一下手工超声波探伤的基本原理。这种方法利用超声波在不同介质中的传播速度和反射特性,通过探测焊缝内部的回波信号来判断是否存在缺陷。其操作简便、灵活性强,适用于各种复杂形状的焊缝检测。 在进行探伤前,准备工作至
05-20
大口径直缝钢管焊缝超声波和射线探伤的方法
在大口径直缝钢管制造和使用过程中,为了保证钢管质量,无损探伤是重要的质量检测手段,也是质量管理体系的一个重要过程。钢管常用的无损探伤手段有:钢管原材料钢板和焊缝的在线超声波检测、焊缝射线检测、管端射线拍片以及管端磁粉检测。我们通过对大口径直缝双面埋弧焊钢管检测标准API SPEC 5L(第 46 版)《管线钢管规范》, 结合钢管生产经验以及钢管常用的无损检测原理与技术,并对其优缺点进行分析比较。
05-15
焊管常用三种无损探伤方法-看看哪种适合你
在焊管的制造和使用过程中,为保证焊缝质量而进行的无损检测是尤为重要的。 焊管常用的无损检测方法有:适用于距焊管表面5mm以上的离线全管体漏磁探伤、涡流探伤和超声波探伤;验证距焊管表面5mm以上焊接质量的在线漏磁探伤和涡流探伤;适用于厚壁焊管的离线焊缝全管体超声波探伤;验证厚壁焊管焊接质量的超声波探伤。
05-11
液态烃球罐焊缝超声波探伤方法
超声波探伤是利用频率超过20kHz的高频声束在试件中与试件内部缺陷(如裂缝、气孔、夹渣等)中传播的特性,来判定是否存在缺陷及其尺度的一种无损检测技术。超声检测因其固有特点,它比较适合于检测焊缝中的平面型缺陷,如裂纹、未焊透、未熔合等。焊缝厚度较大时(例如≥20ram),其优点愈明显。
04-26
管道对接焊缝高温状态的超声波探伤
焊缝室温超声波探伤用的横波斜探头,其透声锲材料为有机玻璃。有机玻璃的声速随温度的升高会急剧减小,使得探头K值急剧变大;在用常规探头探伤对接焊缝时,使得缺陷的定位不准,更为严重的是随着温度的升高作为透声锲的有机玻璃会变软以致脱落失效,压电晶片性能、有机玻璃与耦合剂之间波的折射都会发生变化。
04-18
焊缝超声波探伤中缺陷性质的评估
超声波探伤对缺陷的定量有不同的方法,但对缺陷的定性是比较困难和复杂的。焊缝超声波探伤中常见缺陷的评估,检出缺陷后,应在不同的方向对该缺陷进行探测,根据缺陷和反射波特征、缺陷波形,结合缺陷的位置和焊接工艺,对缺陷的性质进行综合评估。
共18 页 页次:2/18 页
首页
上一页
1
2
3
4
5
下一页
尾页
转到
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
网站首页
|
螺旋管探伤设备
|
探伤设备案例
|
走进飞泰
|
探伤设备资料
|
合作单位
|
荣誉资质
|
联系我们
山科飞泰(河北)检测技术有限公司 技术支持:螺旋管探伤设备
ICP备案信息:
冀ICP备14001889号-6
冀公网安备13010802001806号
 Email : sjzfeitai@163.com
Email : sjzfeitai@163.com



 冀公网安备13010802001806号
冀公网安备13010802001806号